
المصافى والمرشحات المبردات والسخانات
Strainer & Filters & Coolers and Heaters
أ.د.م/ نزيه نعمان بيومى
كلية الهندسة جامعة حلوان
المصافى والمرشحات (Strainer & Filter)
عملية الترشيح للسائل الهيدروليكى هى من العمليات المهمة حيث أنها تقوم بفصل الشوائب الضارة من السوائل وتستخدم كل من المصافى والمرشحات لتقليل الشوائب الموجودة فى الدائرة الهيدروليكية لدرجة مقبولة وبالتالى تمنع التآكل المتزايد للعناصر الهيدروليكية والفرق الجوهرى بين المصافى والمرشحات هو ان المصافى تتخلص من جزيئيات الشوائب الكبيرة فقط, وعادة توصل المصافى مع خط السحب للمضخات بشرط عدم إعاقة تدفق الزيت للمضخة, علما بأنه يمكن استخدام أكثر من مصفاه بالتوازى معا فى خط السحب للمضخة إذا كانت المصفاة الواحدة تسبب خنقا لتدفق الزيت الهيدروليكى المسحوب,
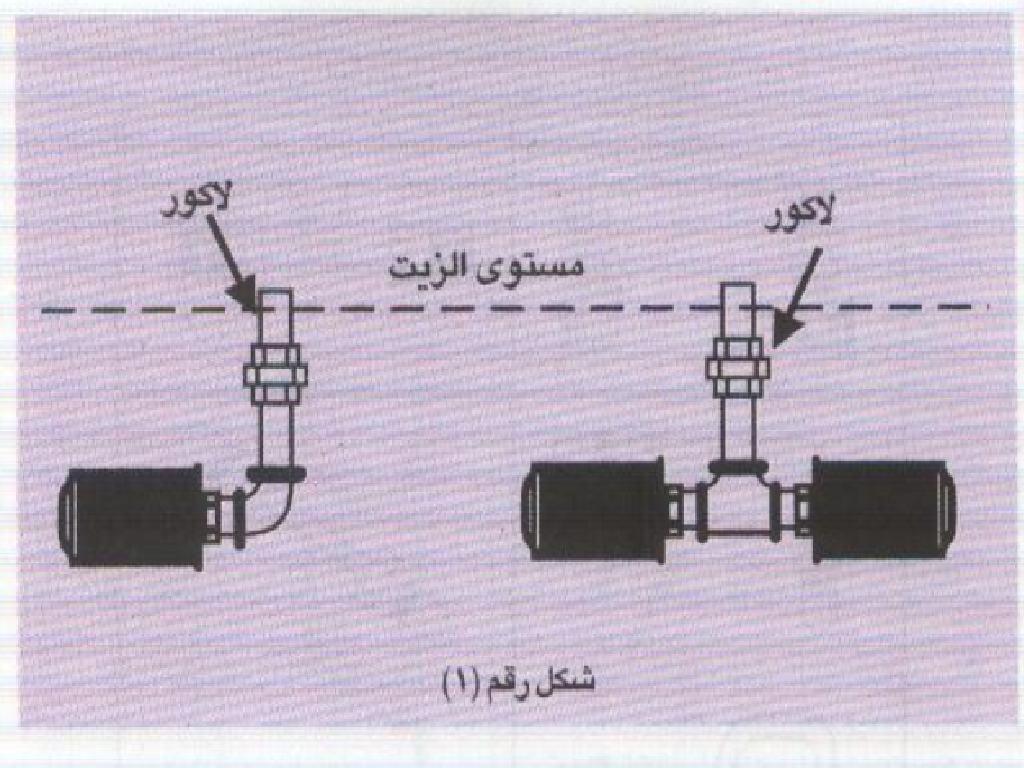
و (شكل رقم1) يوضح نموذجين مختلفين أحدهما لخط سحب لمضخة مزودة بمصفاتين, بحيث يكون فك لاكور تجميع بخط السحب, لفصا المصافى عند إجراء عمليات التنظيف.
أما المرشحات فهى تقوم بفصل جزيئات الشوائب الصغيرة الموجودة فى الزيت الهيدروليكى.
العوامل الأساسية لاختيار المرشح المناسب
نوع الشوائب وحجمها
عدد جسيمات الشوائب فى 100cm3
سرعة السائل الهيدروليكى فى الدائرة
ضغط السائل الهيدروليكى فى الدوائر الهيدروليكية يكون بها أجزاء ميكانيكية تحتك ببعضها بالرغم من وجود السائل فإن ناتج الإحتكاك ونواتج الإحتراق لبعض طبقات السائل الملامس للأجزاء ذات درجات الحرارة العالية فلذلك لابد أن يتم التخلص منها خلال المرشحات. تستخدم أحيانا أجهزة انسداد المرشح وعند تعبئة السوائل فى الخزانات يكون هناك بعض الشوائب تكون متواجدة فى السائل أو فى الجو المحيط أثناء عملية التعبئة وبذلك لابد من التخلص من الشوائل أثناء الملى بواسطة المرشحات.
المواد المستخدمة فى صناعة المرشحات
المواد المستخدمة فى صناعة المرشحات عديدة منها شبكات الأسلاك التى لا تصدأ والورق والألياف المعدنية
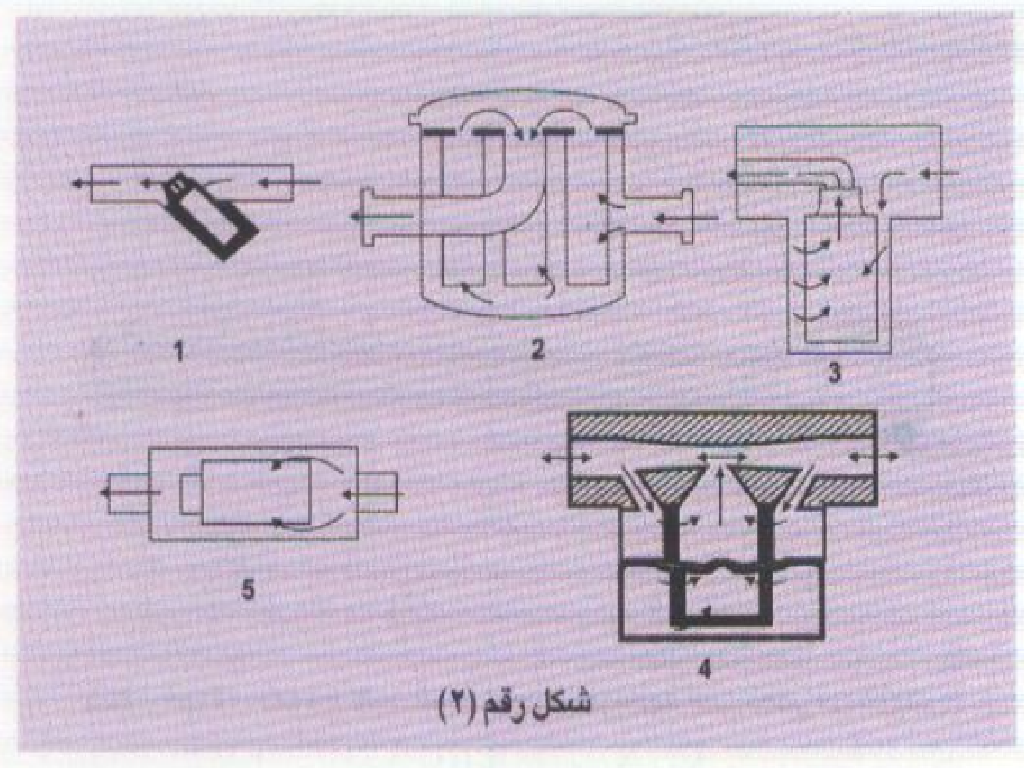
أنواع المرشحات من حيث تصميمها
مرشح على شكل (Y type) Y
مرشح الوعاء (Pot type)
مرشح على شكل T (T type)
مرشح تناسبى ( Proportional type)
مرشح خطى Y (In line type)
كما هو موضح فى (شكل رقم2)
أنواع المرشحات من حيث مكانها بالدائرة الهيدروليكية
مرشحات السحب: تركب على ماسورة السحب للمضخة بغرض حماية المضخة من التلف. هذه المرشحات تسمح بفصل الشوائب ذات 3أحجام تتراوح بين (25-35) عادة توصل هذا المرشحات بالتوازى مع صمام لا رجعى ( يسمح بمرور الزيت فى إتجاه واحد) يعمل كمسار بديل عند إنسداد المرشح وذلك عند وصول الضغط 0.2bar
مرشحات الضغط: تركب على ماسورة الطرد للمضخة لحماية الصمامات الهيدروليكية من التلف أو إختلال الضبط وهذا النوع قليل استخدامه هذه المرشحات لها القدرة على تحمل ضغط تشغيل الدائرة الهيدروليكية. حدود الترشيح لهذه المرشحات يتراوح ما بين ( 1:10um)
مرشحات الرجوع: يركب على خط أنابيب الراجع حيث يقوم بفصل الشوائب العالقة بالسائل الراجع من الدورة الهيدروليكية إلى الخزان والذى تسحب منه المضخة السائل مرة أخرى وهذا النوع هو الأكثر استخداما. حدود الترشيح لهذه المرشحات تتراوح ما بين (5:25um)
مرشحات التعبئة والتنفيس: تستخدم لغرض ترشيح الزيت الهيدروليكى عند التعبئة, وأيضا لتنقية الهواء الداخل للخزان عند انخفاض مستوى الزيت داخل الخزان. حدود الترشيح لهذه المرشحات تتراوح ما بين (25:35um) .
المبردات والسخانات (Coolers and Heaters)
مبردات الزيوت الهيدروليكية: يوجد نوعان من مبردات الزيوت الهيدروليكية هما:
- مبرد زيت هوائى (مبادل حرارى تبريد هواء) حيث يبرد الزيت بواسطة دفع هواء بمروحة تبريد تجاه مواسير مرور الزيت.
- مبرد زيت مائى (مبادل حرارى تبريد ماء) هناك نوعان من هذا المبرد وهما:
- المبرد ذو الوعاء حيث يمرر السائل الهيدروليكى وعاء بينما ماء التبريد داخل أنابيب موجودة بداخل الوعاء.
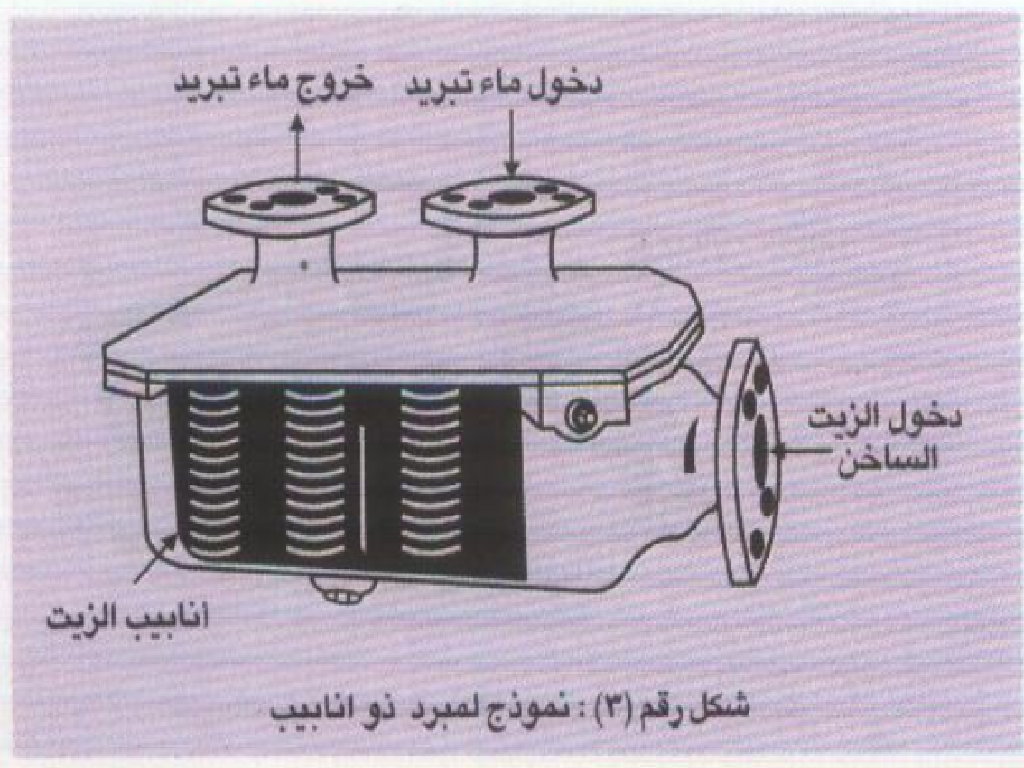
- المبرد ذو الانابيب حيث يمر السائل الهيدروليكى داخل الانابيب بينما يمر ماء التبريد خارج الأنابيب
-
المصافى والمرشحات المبردات والسخانات - كما هوموضح (بالشكل رقم3) وتحتاج هذه الأنواع من المبردات إلى مصدر ماء متجدد
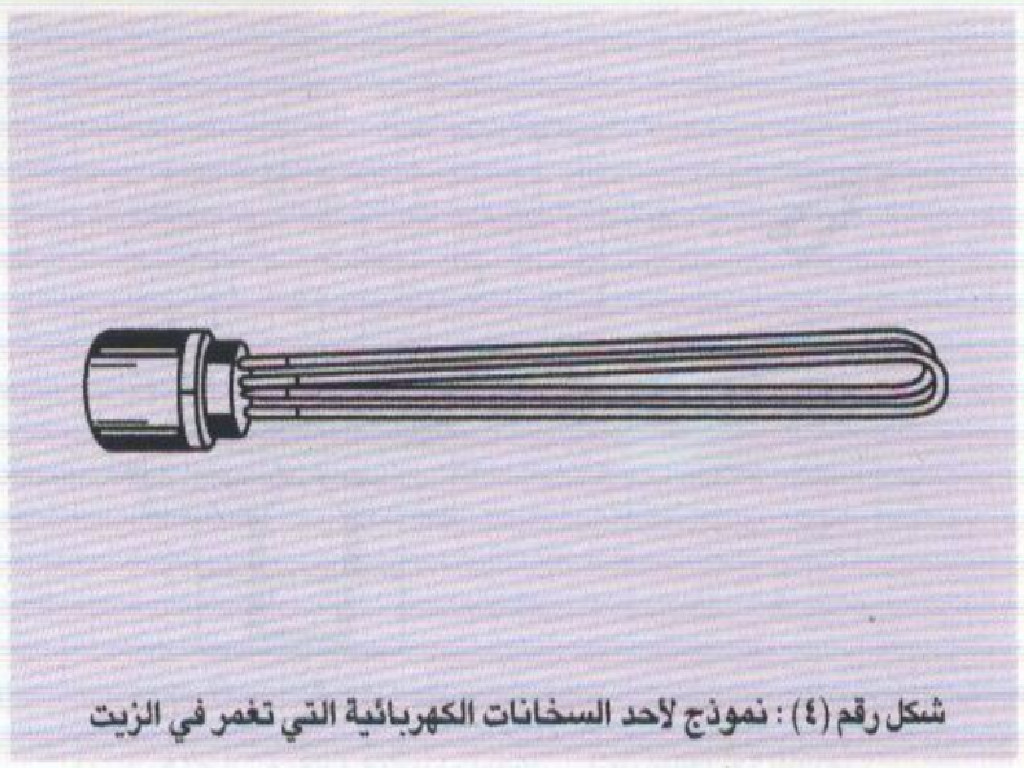
سخانات الزيوت الهيدروليكية: عادة تقوم السخانات برفع درجة حرارة الزيت فى الأجواء الباردة, وهى عبارة عن ملفات تسخين كهربائية, تغمر داخل خزانات الزيت وتصمم ملفات السخانات بحيث لا تؤدى إلى رفع درجة حرارة الطبقة الملامسة لها فى الخزان عن الحدود المسموح بها, تتراوح ما بين ((0.5.2watt/cm3
للسطح الملامس و(شكل رقم4) يوضح نموذج لأحد السخانات الكهربية التى تغمر فى الزيت.
الخطوط الهيدروليكية وأدوات التوصيل (Hydraulic Lines & Fittings)
تعد الخطوط الهيدروليكية وأدوات التوصيل فى غاية الأهمية للأنظمة الهيدروليكية, وهناك عدة شروط يجب توافرها فى الخطوط الهيدروليكية وأدوات التوصيل يمكن إيجازها فى الآتى:
- يجب أن تكون الخطوط قوية تتحمل ضغط الزيت العالى فى الدائرة الهيدروليكية.
- يجب وضع أدوات تجميع مثل لواكير التجميع عند جميع الوصلات والأجزاء التى تحتاج لتغييرها فى المستقبل.
- يجب أن تكون ركائز الخطوط قادرة على إخماد الإهتزازات الناتجة عن قفزات الضغط التى تحدث عند حدوث تغير فى إتجاه تدفق الزيت الهيدروليكى فى الخطوط عند الصمامات الإتجاهية, الشكل القادم يوضح نموذجا لركيزة خطوطوهى على شكل قافيز.
- يجب ان تكون الخطوط بأحجام مناسبة تناسب معدل التدفق وسرعة الزيت فى الدائرة, ويجب أن تكون خطوط خط الراجع كبيرة حتى لاتتسبب فى حدوث ضغوط عكسية.
شكل رقم1:
لاكور- مستوى الزيت- لاكور
شكل رقم(2)
1 -2- 3- 4
شكل رقم(3) نموذج لمبرد ذو أنابيب
دخول الزيت الساخن
دخولماء التبريد
خروج ماء التبريد
أنابيب الزيت
شكل رقم(4): نموذج لأحد السخانات الكهربائية التى تغمر الزيت
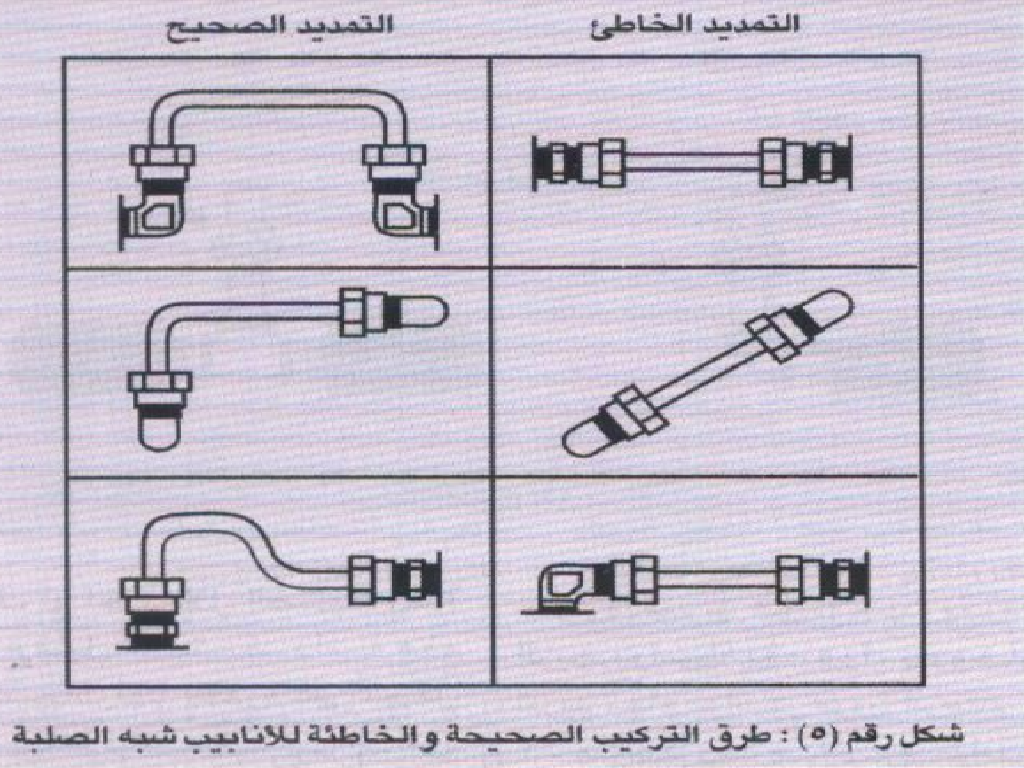
شكل رقم(5): طرق التركيب الصحيحة والخاطئة للإنابيب شبه الصلبة.
أولا الخطوط الهيدروليكية:
هناك ثلاث أنواع من الخطوط الهيدروليكية وهى:
- المواسير الصلبة (Rigid pipes) وهى تصنع عادة من الصلب ويمكن تقسيم هذه المواسير إلى:
- مواسير قياسية (Standard pipes)
- مواسير قوية جدا (Extra strong pipes)
- مواسير بقوة مضاعفة (Double Extra strong pipes)
بنى هذا التقسيم بناء على سمك جدران هذه المواسير, وتتواجد هذه المواسير بأحجام مختلفة حيث أن حجم الماسورة يطابق إذا القطر الداخلى لها بالبوصة على سبيل المثال: 1/8, 1/2, 3/8, 3/4, 1…….
- الأنابيب شبه الصلبة (Semi Rigid Types):: وهى تصنع عادة من الصلب المسحوب على البارد, وتختار هذه الأنابيب بناء على عنصرين هامين وهما اقطر الخارج, وسمك جدرانها. وتحتاج هذه الأنابيب لعدد من أدوات التوصيل وذلك لإمكانية عمل إنحنائات بها و(شكل رقم5) يوضح طرق التركيب الصحيحة والخاطئة للأنابيب شبه الصلبة تبعا لتوصيات شركة Weather Head Co. علما بأن قطر إنحناء الأنابيب الشبه صلبة يجب ألا يقل عن (2.5:3D) حيث أن D هو القطر الخارجى للأنبوبة.
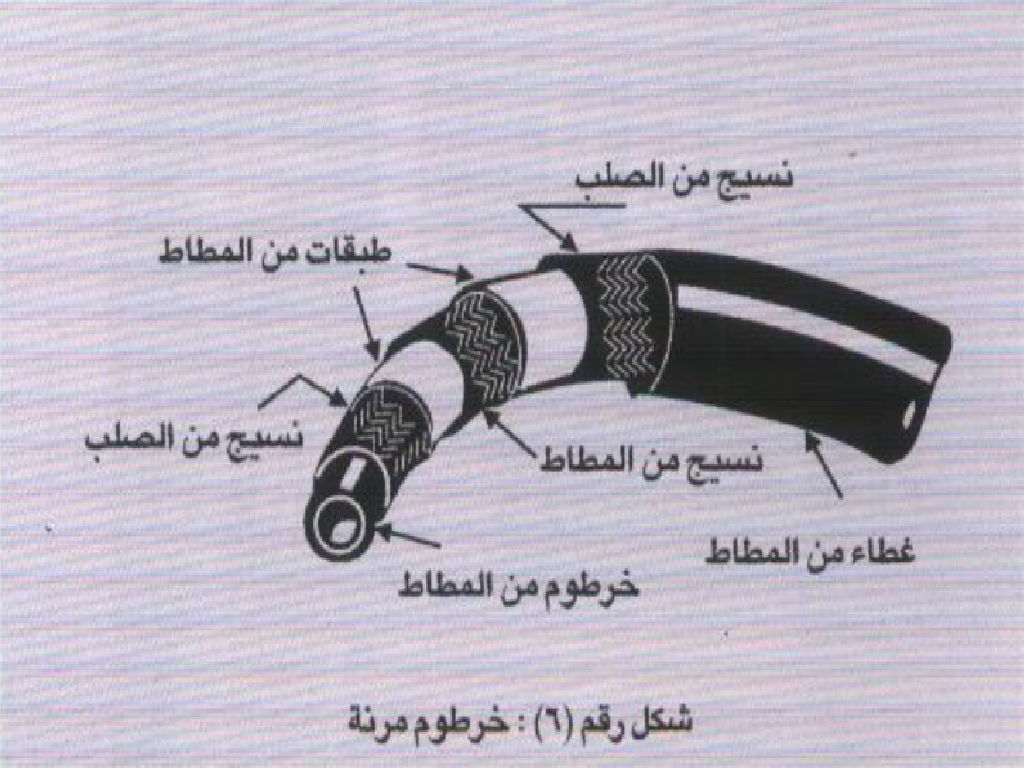
- الخراطيم المرنة (Flexible Hoses): وتستخدم عند الحاجة لمرونة على سبيل المثلا وصلات الإسطوانات المتحركة, وأيضا فى الأماكن التى تتعرض لاهتزازات شديدة, لذلك تستخدم خراطيم مرنة عند مداخل ومخارج المضخات الهيدروليكية تصنع الخراطيم من المطاط الصناعى ( Synthetic rubber) وعادة تكون الخراطيم مقواه بأنسجة من الصلب يختلف عددها تبعا لضغط التشغيل للخرطوم فتزداد بزيادته
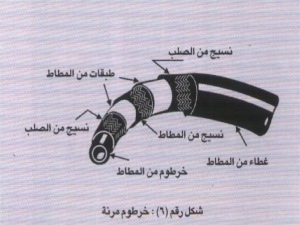
- و(شكل رقم6) يوضح نموذجا لخرطوم من المطاط الصناعى مزود بثلاث طبقات تسليح, ويتراوح مدى درجات الحرارة لهذه الخراطيم بين (-40Co:120Co) وتختار هذه الخراطيم بناء على قطرها الداخلى والخارجى ومواصفاتها الفنية.
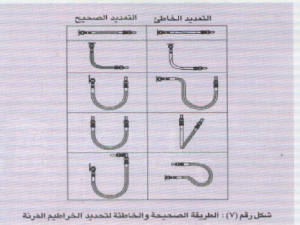
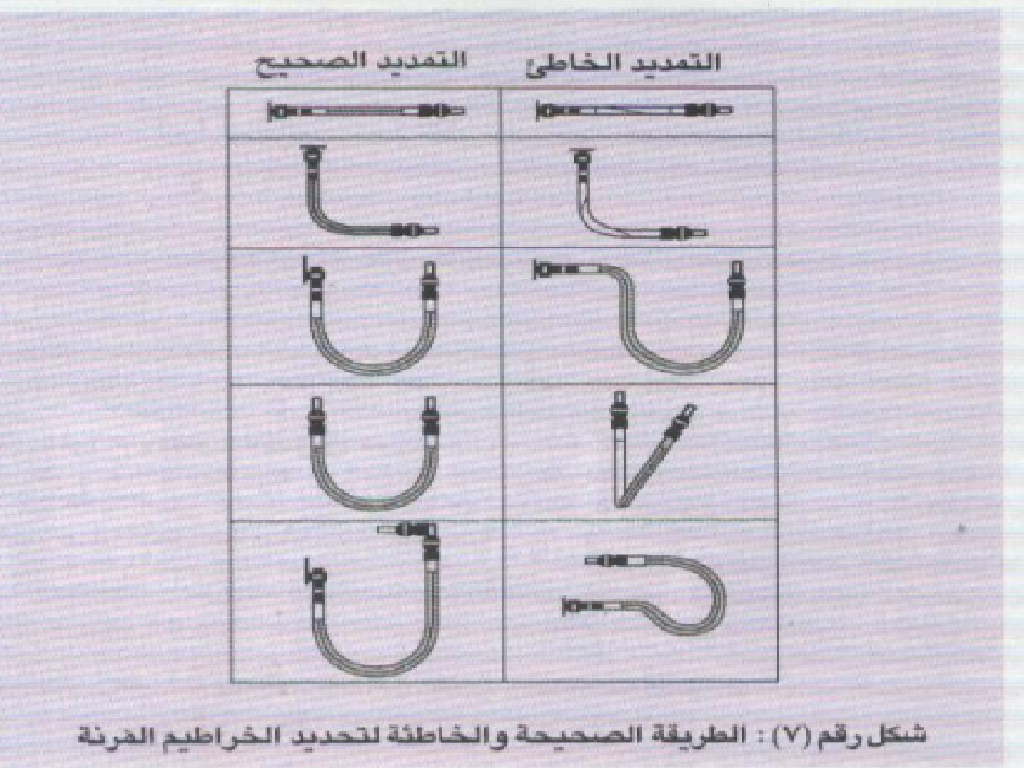
و(شكل رقم7) يبين الطريقة الصحيحة والخاطئة لتحديد الخراطيم المرنة تبعا لتوصيات شركة Weather Head Co
وكما واضح من الشكل أنه يسمح بإرتخاء الخراطيم أثناء تمديددها, وذلك لتعويض النقص الناشئ عن مرور الزيت المضغوط بداخلها, والذى يصل إلى 5% من طولها, ويراعى أن يكون الشكل مقبولا مع سهولة فك الوصلات, ويراعى أن يكون نصف قطر الإنحناء لا يقل عن 5 مرات من القطر الخارجى لها.
وتوجد الخراطيم المرنة فى صورتين كما يلى:
- خراطيم مرنة بمقاسات مختلفة مثبت فيها أدوات توصيل.
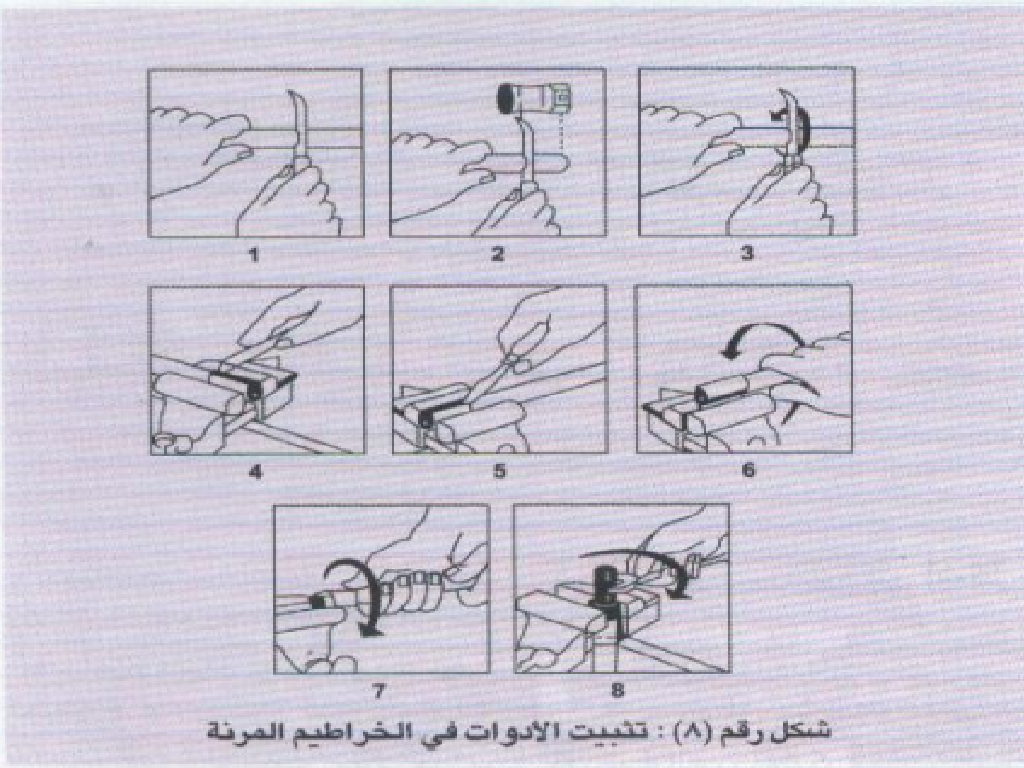
- خراطيم مرنة على شكل لفات, ويقوم فني التثبيت بتقطيع هذه الخراطيم بمقاسات مختلفة حسب الطلب, وتثبيت الأدوات المطلوبة فيها. و(شكل رقم8) يوضح تثبيت الأدوات فى الخراطيم المرنة تبعا لتوصيات شركة Weather Head
شكل رقم(6): خرطوم مرنة
نسيج من الصلب – طبقات من المطاط- نسيج من المطاط- نسيج من الصلب- غطاء من المطاط- خرطوم من المطاط
شكل رقم(7) الطريقة الصحيحة والخاطئة لتحديد الخراطيم المرنة
التمديد الخاطئ- التمديد الصحيح
شكل رقم(8): تثبيت الأدوات فى الخراطيم المرنة
ثانيا أدوات التوصيل (Fittings)
يعتمد نوع أدوات التوصيل على قيمة الضغط, كذلك نوع الخطوط المستخدمة وفيما يلى اهم الأدوات المستخدمة:
- أدوات التوصيل المقلوظة (المسننة) (Threaded Connectors)
- أدوات التوصيل الإنضغاطية (Compression Connectors)
- أدوات توصيل الخراطيم المرنة (Flexible Hose Connectors)
- الوصلات السريعة (Quick- Disconnectors)
- الموزعات (Manifolds)
أدوات التوصيل المقلوظة (المسننة) (Threaded Connectors)
وتستخدم هذه الأدوات مع مواسير الصلب, وفى هذه الحالة تكون أدوات التوصيل مقلوظة, تستخدم هذه الأدوات مع الضغوط المنخفضة, وتصنع هذه الأدوات من الصلب, علما بأن هذه الأدوات تشبه إلى حد كبير الأدوات المستخدمة فى شبكات المياه: التيه والكوع والدبل- والنبلة- واللاكور- والصيب- الخ……
أدوات التوصيل الإنضغاطية (Compression Connectors)
وتستخدم هذه الأدوات مع الأنابيب الشبه صلبة. وتتكون الوصلة الإنضغاطية كما هوموضح فى (شكل رقم9) من نبل وجلبة أو حلقة وصامولة, حيث توضع الأنبوبة شبه الصلبة داخل الصامولة, ثم بعد ذلك توضع الجلبة المسلوبة داخل الصامولة, وبعد ذلك يتم تجميع الصامولة مع النبل, فينضغط النبل على الحافة المشطوفة للجلبة (أو الحلقة) فتنسلخ الحافة الثانية, لتدخل فى الفراغ المحصور بين التخويش الإسطوانى للنبل, والمحيط الخارجى للأنبوبة, وتؤدى قوة ضغط الصامولة على شطف الجلبة إلى تثبيت الوصلة جيدا, الشكل القادم يوضح قطاعا فى وصلة إنضغاطية.

شكل رقم(9) وصلة إنضغاطية
أنبوبة صلب- حلقة- صامولة- نبل
أدوات توصيل الخراطيم المرنة (Flexible Hose Connectors)
عادة فإن خراطيم الضغط الفائق تكون مزودة بوصلات من قبل الشركات المصنعة, أما وصلات خراطيم الضغط المنخفض والمتوسط والعالى أحيانا, فيمكن تثبيتها فى الموقع, وهده الوصلات أشبه ما تكون بالوصلات الإنضغاطية المستخدمة فى الأنابيب شبه الصلبة و(شكل رقم10) يعرض وصلة إنضغاطية للخراطيم المرنة
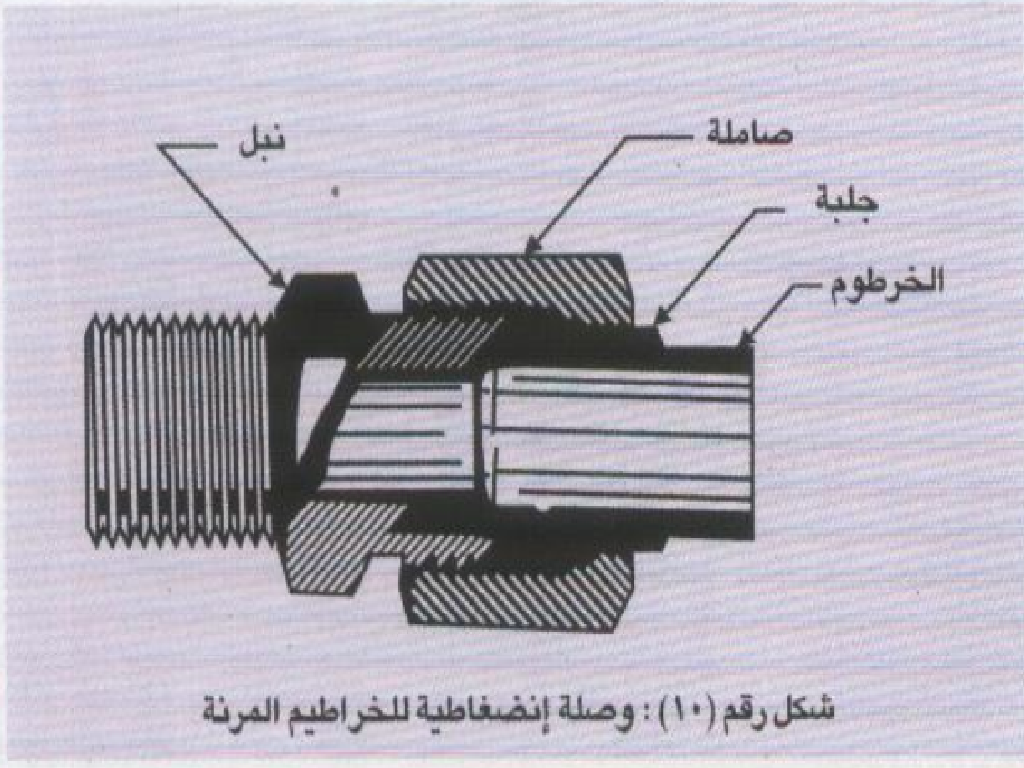
شكل رقم(10): وصلة إنضغاطية للخراطيم المرنة
الخرطوم- جلبة- صاملة- نبل
الوصلات السريعة (Quick- Disconnectors)
وتستخدم هذه الأدوات عادة مع الخراطيم المرنة وتتتميز بسرعة تجميعها وفكها بدون إحداث تسرب للسائل الهيدروليكى من الدائرة وأكثر الوصلات السريعة المستخدمة فى الأنظمة الهيدروليكية تتكون من جزئين يتم ربطها معا وذلك بواسطة صامولة تجميع: وكل طرف من طرفى الوصلة يحتوى على صمام لا رجعى يكون مفتوح عندما تكون الوصلة مجمعة

و(الشكل رقم11) يعرض نموزجا لوصلة سريعة أثناء تجميعها (الشكل أ) وأثناء فكها (الشكل ب).
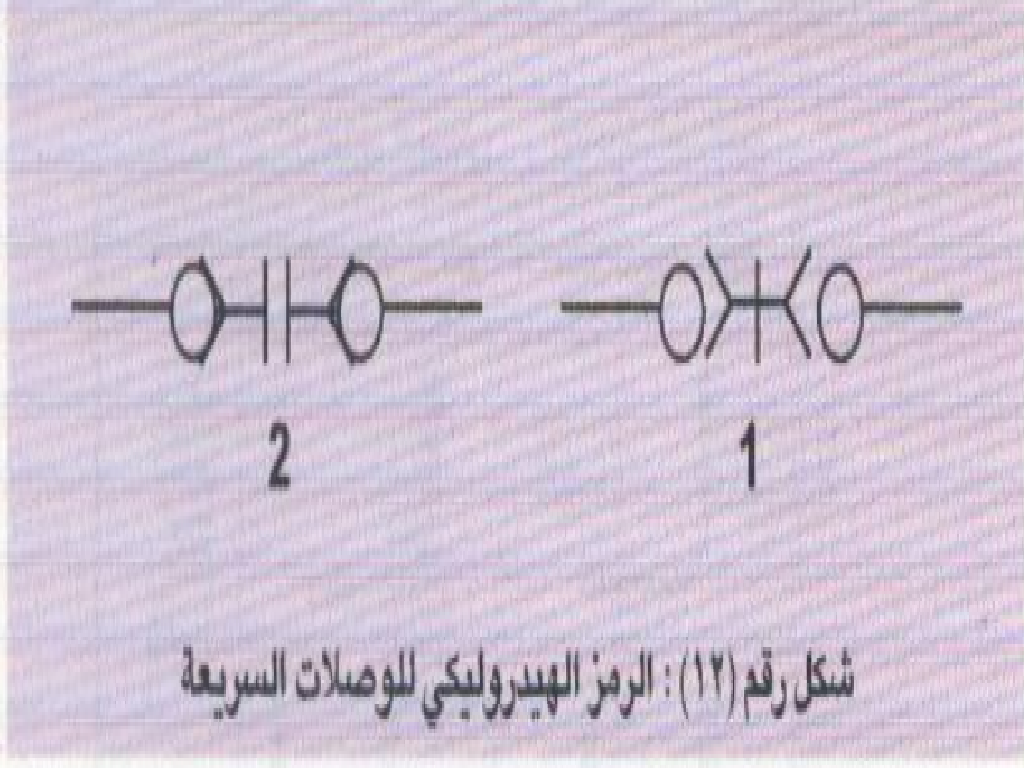
وفيما يلى الرمز 1 لوصلة سريعة مفكوكة, والرمز 2 لوصلة سريعة مجمعة كما هو موضح فى (شكل رقم12)
شكل رقم(11): الوصلات السريعة
شكل رقم(12): الرمز الهيدروليكى للوصلات السريعة
الموزعات (Manifolds)
تستخدم الموزعات فى بعض الأنظمى الهيدروليكية فى خطوط الضغط أو خطوط الراجع, وتعتبر الموزعات أماكن تفريع متعددة الأفرع, تستخدم الموزعات فى الأنظمة التى تحتوى على مجموعة من الدوائر الفرعية, فيوصل خط الضغط للمضخة بالموزع وتوصل الموزع بالدوائر الفرعية لتغذيتها بالزيت المضغوط, ويمكن استخدام الموزعات فى خطوط العادم حيث توصل العادم حيث توصل العادم للدوائر الفرعية (القادمة من الصمامات الإتجاهية)من فتحات دخل الموزع ويجمع الزيت الراجع فى الموزع ويعود للخزان من خلال فتحة خرج الموزع, وأحيانا تزود الموزعات بصمامات لا رجعية وصمامات تصريف ضغط ومرشحات… الخ
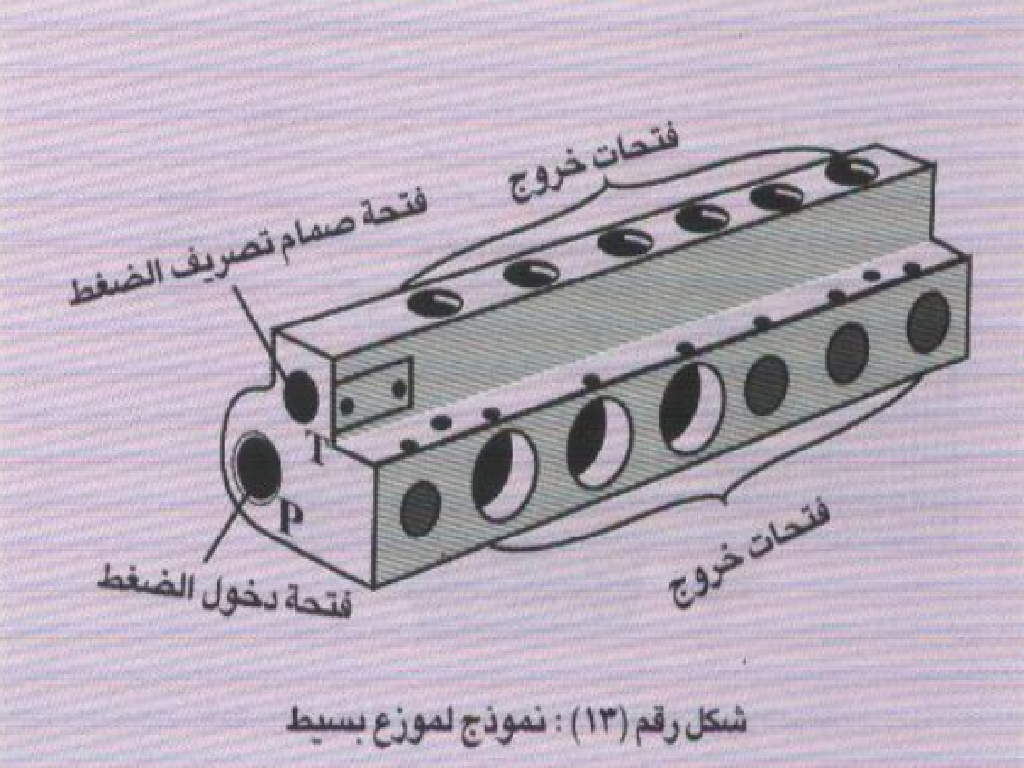
وشكل رقم13 يعتبر نموذج لموزع بسيط, ويحتوى هذا الموزع على مدخل واحد للضغط P ومجموعة مخارج ضغط وهى 1,2….7 ويمكن إلغاء أى مخرج بواسطة إستخدام طبة مقلوظة ويستخدم هذا الموزع مع الأنظمة والتى تحتوى على مجموعة من الدوائر الفرعية, وتوصل الفتحة T بصمام تصريف ضغط ثم بالخزان, لتصريف الضغط الزائد.
أجهزة قياس الضغط (Pressure Gauge)
يتم قياس الضغط عن طريق جهاز بوردون (Bourdon)

الموضح (شكل رقم14) وهو أكثر الأنواع المستخدمة فى الأنظمة الهيدروليكية وسمى بإسم «بوردون» نسبة للمهندس الفرنسى الذى اخترعه (Eugene Bourdon)
طريقة العمل:
عند إندفاع الزيت المضغوط داخل الأنوبة الزنبركية (أنبوبة بوردون) تتمدد الأنبوبة ويعتمد على معدل تمدد الأنبوبة على مقدار ضغط الزيت, وتنقل حركة التمدد إلى المؤشر عنطريق رافعة وقوس مسنن, وترس صغير, ويمكن قراءة قيمة الضغط المقاس من على تدريج الجهاز, والذى يكون مدرجا بوحدة(kg/cm2) Psi
شكل رقم13: نموذج لموزع بسيط
فتحات خروج- فتحة صمام تصريف الضغط- فتحات خروج- فتحة دخول الضغط
شكل رقم14: جهاز قياس الضغط
تدريج- مؤشر- نهاية مغلقة- وصلة- قطاع مسنن- ترس- أنبوبة بوردون- فاخذ- فتحة الضغط


