
أسلوب التنيع في عمليات البثق:
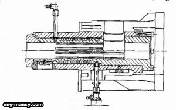
تتكون ماكينة التشكيل بالبثق كما هو موح بشكل رقم (4) من أسطوانة عليها مجموعة من السخانات الكهربية وبداخل الأسطوانة بريمة أو أكثر حسب طراز الماكينة وقادوس يستخدم لتغذية الماكينة بخامة التشكيل وكذلك القالب المطلوب في المقدمة.
وفي هذه الطريقة تنزل حبيبات البوليمر من القادوس على تركيب البريمة التي تتحرك حركة دورانية داخل الأسطوانة الساخنة، ونتيجة لحركة دوران البريمة يندفع البوليمر إلى الأمام مع ارتفاع درجة حرارته نتيجة تعرضه لقوى القص والاحتكاك مع جسم البريمة وجدار الأسطوانة وبذلك يتلين ويحدث المزج والتجانس بسبب حركة البريمة ويستمر في الحركة للأمام خلال شاشة خاصة (مصفاة) موجودة داخل البريمة ثم يصل إلى رأس التشكيل.
وتقوم الشاشة المعدنية بترشيح البوليمر وتنقيته من الأجسام الصلبة والحبيبات التي لم تتلين والتي تؤثر على نوعية الإنتاج. ويلاحظ أن الحرارة اللازمة لصهر حبيبات المادة مصدرها التسخين الخارجي للأسطوانة وحرارة الاحتكاك.
ويتم تسخين جسم الأسطوانة إما بسخانات كهربائية أو باستخدام الزيت الساخن، ولكن يعتبر التسخين الكهربي هو الأسلوب المفضل والشائع الاستخدام، وتعتبر كل منطقة تسخين على الأسطوانة مستقلة عن الأخرى وبذلك يتم التحكم في درجة حرارة كل منطقة وتضبط درجات الحرارة بحيث تتزايد في الارتفاع تدريجياً باتجاه فتحة البثق، إلا أن المنطقة الموجودة في الأسطوانة أسفل قادوس التغذية يتم تبريدها وذلك لمنع انصهار البوليمر عند هذه النقطة مما قد يسبب انسداد مجرى تجهيز الحبيبات القادمة من القادوس. وحيث أن مواصفات المنتجة المختلفة تعتمد اعتماداً كاملاً على درجة حرارة المصهور واللزوجة، لذلك تختلف ماكينات البثق في مواصفاتها وذلك طبقاً لنوع المادة المطلوب تصنيعها.
وعلى سبيل المثال يجب أن يكون طول البريمة في أسطوانة البثق حوالي 16- 30 ضعف قطر البريمة وذلك لزيادة مساحة التبادل الحراري كما أنه يعمل على زيادة مدى تجانس المادة خلال انتقالها في الأسطوانة. ويتم تقسيم منطقة البريمة إلى ثلاثة مناطق رئيسية هي.
منطقة التغذية، منطقة الانضغاط، ومنطقة القياس أو المعايرة. ومنطقة الانضغاط لها أهمية خاصة حيث تعمل على تخليص مصهر المادة من الفقاعات الهوائية والغازات المحبوسة والتي يتسبب وجودها في الخامة في التأثير على جودة المنتج. ويلاحظ أنه يلحق في ماكينات البثق ما يسمى بصمام الغط وذلك بعد المصفاة حيث يؤدي وجوده إلى السيطرة والتحكم في الضغط المسلط على المصهور إما بزيادته أو بثقليله وذلك قبل الوصول إلى فوهة البثق والتي يجب عندها أن يمر المهور بسرعة ثابتة ومنتظمة من خلال فوهة البثق وذلك للحصول على منتج منتظم ومتجانس.
لقد تم عمل مجاري أو أخاديد في منطقة التغذية بماكينة البثق ذات البريمة الواحدة (تعرف باسم الجلب ذات الحز) وهذه المجاري يمكن أن يكون لها مقطع في شكل مستطيل أو نصف دائرة أو هلالي كما أنها تصطف عادة في اتجاه المحور، كما يمكن أن تصطف في شكل إهليجي Helical، كما تم إافة المزيد من التحوير بغرض الحصول على نتائج أفضل مثل تزويد منطقة التغذية بأخاديد محورية ذات شكل نصف دائري ويتم تسخينها من الخارج حتى طول يعادل 3.5ق (قطر البريمة).


