
الطريقة الأولى: هي طريقة النفخ والأخرى عن طريق استعمال قالب حرف T
صناعة الفيلم
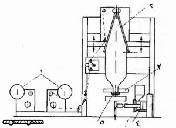
تمتاز هذه الطريقة بأن السلاسل البوليمرية فيها تكون موجهة في إتجاهين، الاتجاه القطري والاتجاه المحوري وبذلك يكون لهذه الأفلام قوة ملحوظة. ويبين الشكل (68) طريقة صنع الأفلام بطريقة الفقاعة أو البالونانة، حيث يتم بثق البوليمر من ماكينة بثق ومن خلال فوهة بثق على شكل حلقة فيتشكل المصهور على هيئة أنبوبة رقيقة الجدران، وفي بداية عملية التشكيل يتم غلق بداية الأنبوبة ثم يدفع تيار من الهواء الساخن خلال الأنبوبة المغلقة من طرف واحد مما يؤدي إلى انتفاخ الأنبوبة مكونة تركيب الفقاعة أو البالونة.
وعندما تبلغ البالونة الحجم المحدد المطلوب يوقف دفع التيار الهوائي وتغلق نهاية الأنبوبة، ويقوم بتبريد الفقاعة تركيب حلقي يحيط بالمنطقة السفلى منها، حث يدفع تيار من الهواء البارد فترتفع الفقاعة في الهواء حيث توجه إلى برج شد الفيلم الذي يحتوي على مجموعة من البكرات الخاصة بالقيادة والتوجيه يتم إدارتها بمحركات غيرة متغيرة السرعة ثم يوجه الفيلم إلى بكرات اللف النهائي، ويلاحظ أن الهواء الموجود بالبالونة له دور كبير وأساسي في التحكم في سمك الفيلم، كما يكون جزءا من عملية التبريد الداخلي والخارجي للفيلم.
1- وحدة لف.
2- جهاز البسط والتسطيح.
3- رأس نفخ.
4- ماكينة بثق.
وبعد أن يبرد الفيلم ذو السمك المطلوب وقبل أن يصل إلى البرج الذي يحتوي على بكر اللف يتم إدخاله بين صفيحتين تعملان على بسط الفيلم وتحديد العرض والعمل على إيقاف استمرار اندفاع البالونة إلى أعلى. ويلاحظ أن سمك الأفلام يعتمد على سرعة السحب، أي أن النسبة التي يتوسع بها تركيب الأنبوبة والتي تمثل النسبة بين قطر البالونة وقطر فوهة البثق الذي يتكون في بداية العملية.
وعندما نريد إنتاج أفلام ذات درجة سماكة أعلى تقلل من سرعة السحب، أي تقلل من نسبة الهواء المضغوط داخل البالونة. إن درجة التوجيه تعتمد أيضاً على نسبة السحب أي نسبة التوسع. ومن العوامل المهمة المؤثرة على جودة الفيلم الناتج، ضغط الهواء في البالونة ودرجة حرارة مصهور البوليمر عند خروجه من فوهة البثق وكذلك سرعة التبريد الخارجي. وأما طريقة التصنيع باستخدام قالب حرف T فأساس العملية يماثل تماماً طريقة تصنيع الرقائق البوليمرية Polymer Sheets التي سيأتي شرحها فيما بعد، ويتم فيها دفع الفيلم الرقيق من القالب حرف T، ويؤخذ بعد ذلك إلى درافيل الضغط ويسحب ويلف بعد ذلك.
وعند مقارنة الطريقتين يتبين أن طريقة النفخ تعتبر أقل تكلفة من ناحية الاستثمار المبدئي، وأكثر الطرق المقنعة لصناعة الشنط والأفلام الأنبوبية، كما يمكن تغيير عرض الفيلم عرض الفيلم في مدى واسع من المقاسات المختلة حسب طلب العملاء، عن طريق ضبط وتغيير ضغط الهواء في الفقاعة، ولكن سرعة التبريد تكون بطيئة حيث أن التبريد يتم باستخدام تيار من الهواء، وليكن تكون سرعة الإنتاج أبطأ بالمقارنة بطريقة استخدام قالب حرف T، كما تكون شفافية الفيلم أقل وخصوصاً مع استعمال البوليمرات ذات البللورية العالية مثل البولي إيثلين عالي الكثافة. ويلاحظ أن لسرعة التبريد دوراً كبيراً في الحصول على فيلم مواصفات جودة عالية.
فيجب ضبط شدة واتجاه مجرى الهواء من حلقة التبريد حتى يكون وافياً بالغرض فالتبريد السريع جداً يجعل الفيلم يعاني من الصقيع، بمعنى أننا نحصل على فيلم به خشانة عالية على السطح.
أما إذا كان التبريد بطيء جداً فإن الأسطح الداخلية للفيلم سوف تلتصق سوياً ويتدهور الفيلم بين درافيل الضغط. وصفائح توجيه التقارب إلى درافيل الضغط تكون مصنوعة من لوحات صلبة كما يمكن استخدام بكرات معدنية رقيقة وذلك بدلاً من صفائح التوجيه.
1- حامل العدة (شياق). 2- حلقة تبريد.
3- بريمات أو مسامير قلاووظ لعملية المركزة. 4- مصدر هواء
5- انسياب المصهور.


