
مصهور البلاستيك حول السلك المتحرك
طلاء الأسلاك
يتم إدخال الأسلاك المطلوب تغليفها في فرن تسخين وذلك بغرض إزالة الرطوبة الموجودة فيه ولتحسين عملية الالتصاق حيث أن التصاق المصهور بالسلك الساخن يكون أكثر من التصاقه بالسلك البارد وذلك لأن السلك الساخن يقلل من سرعة تبريد مصهور البوليمر المبثوق وبذلك يقلل من حدوث ظاهرة الانكماش التي تحدث عادة بسبب التبريد المفاجئ للمصهور، وبالإضافة إلى أن تسخين السلك قبل الطلاء يزيل الرطوبة فإنه يزيل كذلك مواد التشحيم التي قد يكون السلك ملوثا بها، وتعتبر نظافة سطح السلك هامة جداً كما أشرنا من قبل للحصول على قوة تلاصق عالية بين المصهور والسلك. وتكون درجة حرارة تسخين السلك مقاربة لدرجة حرارة مصهور.
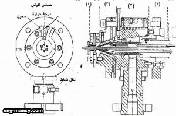
1- مسامير ضبط السياق. 2- منطقة الوصلات والفتحات.
3- فجوة القص. 4- ثقب.
البوليمر حيث يدخل السلك عبر فوهة البثق الموجودة في الباثقة بواسطة بكرة خاصة بسرعة ثابتة، وبعد تغطيته بمصهور البوليمر يتم تبريده في وحدة تبريد ثم يمرر خلال معدات الفحص للتأكد من جودة الطلاء وسمك الغلاف المحيط بالسلك، وتتم هذه المرحلة بواسطة أجهزة إلكترونية خاصة ثم يلف السلك المطلي على هيئة لفات.
وتعتمد سرعة الإنتاج على سمك السلك، ويتم طلاء الأسلاك الرقيقة بسرعة تصل إلى 1000 متر/ ثانية، ولكن الأسلاك الأكثر سمكا تستلزم سرعة أقل من ذلك، ويمكن إعادة الطلاء للأسلاك مرة ثانية وذلك بغرض تقوية وزيادة العزل الكهربي لها. ويعتمد سمك طبقة الطلاء على عوامل كثيرة منها درجة حرارة المصهور وطبيعة البوليمر المستخدم وكفاءة البثق، ويعتمد سمك الغلاف على درجة حرارة البثق اعتماداً كبيراً حيث يقل السمك مع ازدياد درجة الحرارة والعكس صحيح، والملاحظ أن زيادة درجة حرارة البثق عن المستويات التقليدية يعمل على تحسين الخصائص الفيزيائية، كما يزيد من معدلات الإنتاج.


